
")

Process Automation case studies

Since 1982, Automated Water & Effluent Ltd have supplied a large range of products to many different industries, both domestically and internationally. With over 35 years of being in the process control business, we've learned something about many different industrial processes.
We supply process automation systems, for use in the water and wastewater treatment sectors and for applications such as:
- Swimming pools
- Water features
- Cooling Towers
- Boiler water control
- Dosing control
- Ultra-pure water monitoring for the Semi-Conductor industry
- Monitoring and control equipment for power generation
- Textiles
- Paper & Pulp
- Dairy
- Food, Beverage and Brewing
- Pharmacuetical
- Fine Chemical Manufacturing
We've also supplied instruments and dosing control equipment for installation and use in hazardous areas, and certified for use in ATEX areas, to mention just a few of the industries where we've helped our customers with problems.
Its always nice to be involved in a customer's project which covers both the process control and the effluent / waste water treatment. We regularly design and build Control Panels for customers to control a number of processes in tanks. One common request is the control of a heating process in a tank containing aggressive chemicals, where stainless steel is not chemically compatible.
In applications like these, we find our levels at an advantage in that as suppliers of instrumentation and manufacturers of a number of electro chemical measurement devices, we can incorporate our equipment into the panels. This provides not only a cost saving but expert knowledge on application of the equipment and instrumentation.
The equipment is also specifically assigned to the application to ensure compatibility, as in the example of controlling heated process tanks, including where the process includes a large number of rinse water tanks which are controlled by Conductivity Controllers.
The Dip Conductivity Sensors should be specified for the range of the rinse water tanks, whether for a conductivity controller which is controlling a solenoid valve to add towns water, demin water or heated water for flash drying the work.
We often supply our instrumentation in a panel mounting format, as opposed to a surface mounting type. This means that all the instruments are clustered together in a control panel to ensure that, as the process is automated, all the tank values are visible at the same time.
All heated tanks should have Liquid Level Controls to add liquid to keep the tank topped up to the working level. In addition to the level controllers adding liquid, secondary level controllers are recommended to protect the heaters in the event of a low level in the tank. Automating the level control prevents the serious risk of heaters warming an empty tank.
As manufacturers of Liquid Level Controllers and the Liquid Level Sensors, we're in a strong place to advise on what materials are suitable to use with specific chemical reagents, thus ensuring that the sensors are chemically compatible and can provide a long operational life.
 With rinse water controllers, it's important to neutralise the pH of the effluent prior to despatch. This is both good for the environment but also normally forms part of a consent to discharge agreement, provided from the local water authority.
With rinse water controllers, it's important to neutralise the pH of the effluent prior to despatch. This is both good for the environment but also normally forms part of a consent to discharge agreement, provided from the local water authority.
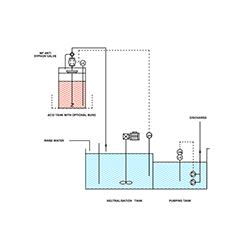
We are able to supply all the components to build a wastewater treatment, for a rinse water neutralisation system. The associated measurement and control devices normally include pH control, Geared Mixers, Liquid Level controls and a Proportional Control Caustic Dosing Pump.
In addition to the treatment, measuring the discharge to drain from a Flow Meter, the final effluent pH and the effluent temperature are normally required as part of a consent to discharge agreement. This varies depending upon the local water specification; the parameters are normally required to be data logged with a Data-Logger / paperless Chart Recorder. We offer a number of solutions for this, including our Online Data Logger which will send the data from the panel to our secure server, which the customer can then view from their internet browser.
This means that the processing is automated, the effluent treatment is automated, and even the logging of the final effluent discharge can be taken care of automatically. The local authority can even be provided with a login to the Online Data Logger so that they can monitor the effluent discharge remotely.
When providing process automation systems, we also offer an on-site commissioning service. This means that one of our senior service engineers visits the site, to ensure that the installed equipment is operating as per the design. When the equipment is commissioned, each instrument can be issued with a certificate which is traceable to national standards, to ensure compliance with both internal and external auditing bodies.
To ensure that the process automation equipment continues to operate as per the design specification, we can offer regular on-site equipment calibration and servicing from our team of on-site servicing engineers. This provides periodic calibration and preventive maintenance and will normally include an annual calibration certificate, traceable to national standards. For some sectors such as aerospace, each instrument in the processing line is provided with a certificate of calibration, where other sectors simply certify the instruments that are measuring the final effluent discharge.
There are some specific case studies listed below but as we complete so many process automation systems, if you have a specific task in mind, then please don't hesitate to get in touch and we'll be able to provide you with more information.

Effluent Treatment
A case study looking into waste water and effluent treatment from in the surface finishing sector, including chemical dosing for pH neutralisation and the use of agitators to improve reaction times and chemical efficiency.
Included in the case study is a chart indicating the pH values required for settlement of dissolved metals and the use of coagulants or flocculants to aid removal.
Rinse Water and Water Recycling
The use of a rinse water controller in the finishing sector is a simple way of reducing the amount of water used and the associated cost of supply. The rinse water control case study looks into the use of conductivity to measure and control the top-up of clean water into a rinse water tank and is suitable for use on all kinds of water from ultra-pure water, demin-water right through to towns water.
The additional benefit of automating the supply of rinse water is the improved efficiency associated with the effluent or waste water treatment. By only topping up the supply of rinse water when required, the amount of waste water sent for effluent treatment is significantly reduced.

Chemical Batching
Working in both fine chemical manufacturing or in the process industries it's commonly required to blend a specific quantity of chemical reagents together in a way which requires little or no manual intervention, provides precision quantities of multiple chemical reagents are delivered to a single vessels and that all safety considerations are taken into account.
Our case study looks at a PLC driven solution which feeds a number of dosing pumps - each providing flow verification to ensure that chemical delivery is recorded as a precise amount of source chemical is metered into a common blending vessel.
The chemical batching case study also looks into the use of the level controls to ensure safe chemical delivery with a simple menu driven HMI (Human Device Interphase) to ensure that the operators can enter the precise volume of chemical to be blended together.

Cooling Tower Control
Our cooling tower control case study covers the use of oxidising biocide dosing, non-oxidising biocide dosing, inhibitor dosing and system bleed based on timer controls, redox control, and conductivity control.
In addition to the basic functionality the cooling tower controller includes a number of safety interlocks including for low chemical levels, low tower levels, and when no flow is measured in the loop.
For customers where the provision of cooling tower chemicals is critical - the case study includes the remove messaging options - where messages (email / sms) can be sent in a low chemical condition and / or general alarm conditions, with the final version allowing the our customer (which supplied and installed the system) to remotely monitor the system and remotely adjust set-points inline with the system requirements.

pH Neutralisation of Waste-Water
For one of our customers in the surface finishing sector we recently supplied a complete skid mounting system designed for the pH neutralisation of waste water prior to effluent discharge.
The pH adjustment system comprised of a skid mounting unit designed to be lifted by forks and located directly into the customers process to transfer the waste-water from a sump and directly into the tank for pH adjustment.
The system comprises of duty & assist transfer pumps, control panel, pH adjustment tank complete with pH monitoring and high speed industrial mixer, chemical dosing pumps, data-logging and level controls.